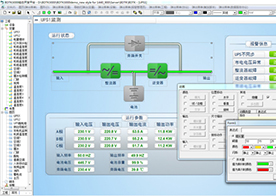
北京博達通控技術(shù)有限公司是專(zhuān)業(yè)從事通用監控組態(tài)平臺軟件研發(fā)和應用的企業(yè)����。公司自主開(kāi)發(fā)了業(yè)界領(lǐng)先的BDTK3000監控組態(tài)平臺軟件��,在智能化監控領(lǐng)域為各行業(yè)用戶(hù)提供全面的整體解決方案�。
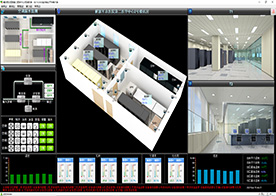
在數據中心(機房)監控領(lǐng)域����,公司依憑多年的開(kāi)發(fā)及三千多個(gè)項目的應用經(jīng)驗�����,在行業(yè)內取得了領(lǐng)先優(yōu)勢���,是著(zhù)名的機房監控系統解決方案提供商和軟件開(kāi)發(fā)供應商�,BDTK3000機房監控系統已普遍應用于金融�、稅務(wù)�、電信���、電力��、交通�����、教育����、政府機關(guān)����、企事業(yè)單位等許多行業(yè)的機房管理中�,得到用戶(hù)的一致好評�����,享有良好的聲譽(yù)和口碑�。
·十年專(zhuān)注開(kāi)發(fā)�����,技術(shù)領(lǐng)先型的機房監控企業(yè)
·專(zhuān)業(yè)數據中心監控管理解決方案提供商
·監控組態(tài)平臺軟件供應商��、定制開(kāi)發(fā)商
·嵌入式一體化監控主機����、嵌入式采集傳輸設備開(kāi)發(fā)供應商
·超過(guò)3000個(gè)機房監控項目案例
·遍布全國主要區域的辦事處����、代理商